


Řídící systém pro Váš obráběcí stroj
Popis řídícího systému MegaCNC
![]() MegaCNC je univerzální řídící jednotka pro řízení obráběcích strojů. Umožňuje řídit až čtyři nezávislé osy současně, zvládá lineární i kruhové interpolace, samozřejmostí je kontinuální navazování bloků, plynulé řízení rychlosti posuvů včetně manuálního (tzv. Feed Override) a mnoho dalších funkcí.
MegaCNC je univerzální řídící jednotka pro řízení obráběcích strojů. Umožňuje řídit až čtyři nezávislé osy současně, zvládá lineární i kruhové interpolace, samozřejmostí je kontinuální navazování bloků, plynulé řízení rychlosti posuvů včetně manuálního (tzv. Feed Override) a mnoho dalších funkcí.
Jednotka je osazena rychlým mikroprocesorem s datovou pamětí tudíž není závislá na rychlosti a okamžitém vytížení ovládacího počítače (při obrábění tedy nedochází k výpadkům krokování). Mikroprocesor lze v případě potřeby snadno přeprogramovat z ovládacího PC bez nutnosti demontáže jednotky.
K PC je MegaCNC připojena přes standardní, galvanicky oddělený, sériový port. Výstupem řídící jednotky jsou signály "puls" a "směr" (STEP/DIR) pro každou osu, dále pak výstupy pro ovládání vřetena, odsávání a chlazení. Jednotka má také digitální vstupy pro snímání koncových poloh pojezdů, analogové vstupy vhodné např. pro připojení snímací sondy a dvě digitální datová rozhranní určená k dalšímu rozšiřování systému.
Všechny vstupně/výstupní obvody jsou důsledně chráněny proti zkratu a přepětí. Jednotka dále obsahuje bezpečnostní obvody nouzového odpojení pohonů pro případ poruchy stroje (tzv. E-STOP).
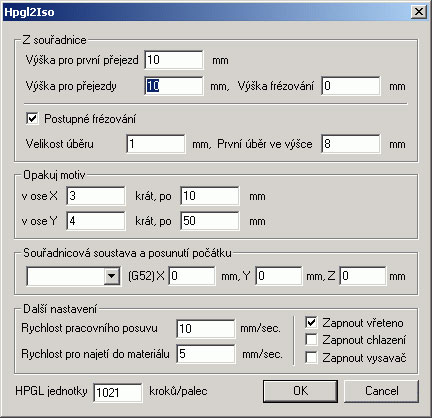
Ovládací software běžící na běžném PC pod OS Windows umí zpracovávat standardní ISO kód (tzv. G-kód) a zajišťuje jak kompletní řízení stroje dle NC programu tak i manuální ovládání. Program umožňuje grafické zobrazení aktuální pozice i dráhy nástroje a informuje obsluhu o okamžitém stavu stroje. Software umí také pracovat s daty v různých formátech, jako je třeba HPGL, Gerber apod. Tato data se po načtení automaticky zkonvertují na ISO kód.
Software na PC ve spojení s řídící jednotkou umožňuje ovládání a nastavení stroje. Základní nastavení je např. nastavení parametrů pohonů jednotlivých os. Je možné zadat počet pulzů na 1 milimetr nebo délku posuvu na jeden pulz. Dále se nastavuje počáteční a maximální rychlost, zrychlení a brzdění pro každou osu zvlášť. Lze omezit maximální rychlost nástroje vůči materiálu při současném pohybu více os najednou. Samostatné nastavení rychlostí a zrychlení je pro funkci vyhledání počátku, kde lze zároveň nastavit umístění snímačů. Software obsahuje neomezenou databázi nastavení souřadného systému, které lze pojmenovat a tak uložit nastavení stroje pro každý obrobek, který se bude obrábět častěji. Součástí je i databáze nástrojů a jejich korekcí. Systém MegaCNC také disponuje funkcí Motohodiny, kde se ukládají časy běhu stroje, vřetena i programu. To je vhodné např. pro plánování údržby.
Funkce manuálního řízení umožnuje pohybovat všemi posuvy po definovaných krocích nebo plynule a to jak nastavitelným pracovním posuvem tak i rychloposuvem. Lze najet na číselně zadané souřadnice a to jak absolutně tak relativně. Opět lze volit pracovni posuv nebo rychloposuv. Nastavení rychlosti posuvu Feed override je aktivní jak při běhu NC programu tak i při manuálním řízení.
NC program v ISO kódu lze přímo v software MegaCNC editovat. NC program lze kdykoliv spustit, pozastavit, ukončit a nebo ho spustit v režimu blok po bloku, kdy se po stisknutí tlačítka Start provede vždy jen jeden krok v programu.
Pro rozšíření možností a usnadnění obsluhy stroje je možné k řídící jednotce připojit externí jednotku ovládacího panelu, který umožňuje ovládat všechny důležité funkce přímo u stroje, bez nutnosti sahat na klávesnici PC. Jednotka ovládacího panelu může být osazena kromě běžných tlačítek či klávesnice také joysticky, potenciometry, IRC ovladači, velkým grafickým displejem s dotykovým ovládáním (tzv. touchscreen) případně dalšími prvky dle požadavků zákazníka. Ovládací panel není k provozu systému MegaCNC bezpodmínečně nutný, všechny potřebné funkce lze ovládat z klávesnice řídícího PC. Přiřazení funkcí tlačítkům na klávesnici lze libovolně předefinovat.
Naší snahou při vývoji bylo vytvořit řídící systém pro CNC stroje, který by uspokojil co nejširší skupinu zájemců. Proto ovládací software nabízí možnost použít jako vstupní data pro obrábění např. standartní formát HPGL, který lze vytvořit ve většině běžných vektorových grafických editorech a je vhodný pro jednodušší obrábění v rovině X-Y. Profesionálové jistě ocení podporu standartního ISO kódu s implementací většiny běžných G-kódů. Seznam G-kódů, v současnosti podporovaných MegaCNC, najdete na další stránce.
Vaše názory, nápady, náměty a připomínky nám můžete psát do diskuze k MegaCNC.
Technické udaje
| Počet řízených os stroje | max. 4 |
| Napájení | 5V DC nebo 12V DC nebo 12V AC |
| Přípojení k PC | Sériový port RS232, galvanicky oddělený, rychlost 115 200Bd |
| Výstupy | Signály pulzy a směr pro každou osu, spínání vřetena, chlazení, odsávání. Sběrnice I2C a SPI pro řízení dalších doplňků, např. vřeteno s řízením otáček. Snížení proudu motorů po zastavení. Výstupy mají přepěťovou ochranu +-15V |
| Vstupy | Snímače MIN,REF,MAX pro každou osu, emergency stop, analogové vstupy (pro např. joystick, dotykovou sondu apod.) Vstupy mají přepěťovou ochranu +-15V |
| Maximální kmitočet pulzů pro motory | 16 kHz |
| Podporované formáty dat |
ISO G-kód, HPGL, Gerber, Excellon, OrCAD ASCII |
Technické udaje (panel)
| Připojení | Kabelem s konektory cannon 25 (prodlužovací kabel k tiskárně) k controlleru |
| Datové spojení s controllerem | Sériová diferenciální linka RS422 |
| Napájení | Z controlleru |
| Výstupy | LCD, kontrolky |
| Vstupy | Ovládací tlačítka, emergency stop, joystick, inkrementální snímače pro manuální řízení, potenciometry, touchscreen |
Ovládací software na PC


Připravujeme
Koncové stupně pro řízení krokových motorů s proudem do fáze až 3A, možnost mikrokrokování, snížení proudu do motoru po zastavení, emergency stop.
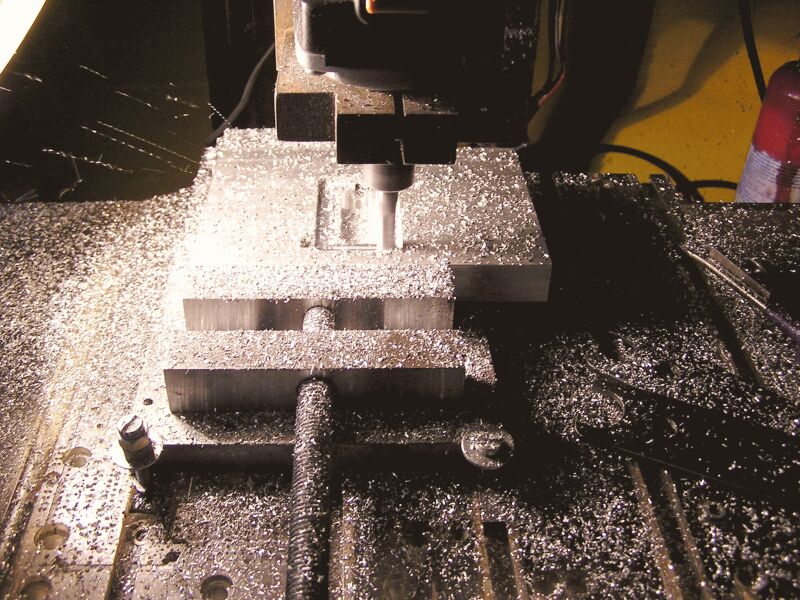
Galerie aplikací MegaCNC


Ceník
| Produkt | Cena | Dostupnost |
| Controller MegaCNC, software pro PC, sada konektorů pro připojení, případně připravená kabeláž podle požadavků | 20 000,- |
Skladem |
| Ovládací panel | Na dotaz (záleží na konfiguraci) | Po dohodě |
| Koncový stupeň pro jeden krokový motor 48V/3A max. | Připravujeme |
Ceny jsou bez DPH.
Kontakty
![]() Dušan Slavětínský - vývoj firmware i software pro PC
Dušan Slavětínský - vývoj firmware i software pro PC
 Libor Kavan - výroba
Libor Kavan - výroba
Kontakt
TECHTRONEX
Dlouhá 421
543 03 VrchlabĂ III
Tel: +420 499 426 232
Fax: +420 499 426 232
E-mail: lkavan@techtronex.cz